
 Дом
>
продукты
>
Напудрите покрытые алюминиевые штранг-прессования
>
Дом
>
продукты
>
Напудрите покрытые алюминиевые штранг-прессования
>
|
| Место происхождения | Гуандун, Китай (материк) |
| Фирменное наименование | Guangdong, China (Mainland) |
| Сертификация | ISO9001:2000,ISO14001:2004 |
| Номер модели | подгоняйте |
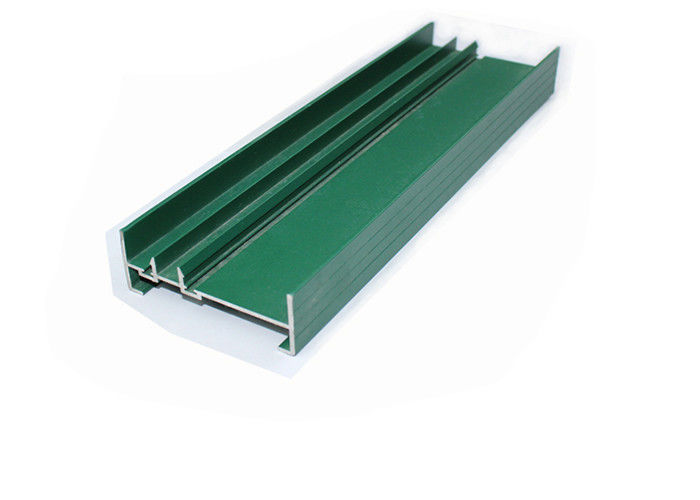
Поверхностное покрытие покрытия силы вес алюминиевого раздела в конструкции
| Техническая характеристика изделия | |
| Описание | Поверхностное покрытие покрытия силы вес алюминиевого раздела в конструкции |
| Национальный стандарт инструментов | GB5237.4-2008 |
| Толщина материала (t) | t=1.0/1,1/1,2/1,4 |
| Прилипание | Ранг 0 |
| Материал | Алюминиевый сплав 6063, 6063A, 6060, 6061 |
| Обжигая обработка | T4, T5, T52, T6, etc. |
| Цвет | Зеленый, серый, черный, белый, (серия RAL) etc. (цвета abt 200) |
| Поверхностное покрытие | Штейновый, Полу-лоснистый, сильно лоснистый |
| Толщина порошка | ≤ 120um толщины ≤ 40um |
| Длина | Нормальная длина = 6 m |
| Пакет |
1. Пена хлопка жемчуга для каждого профиля; 2. Обруч с экстерьером фильма сокращения; 3. Упакованный согласно запросу клиента. |
| Преимущества/особенности |
Снабжать красочные продукты с различными механическими представлениями приспособьте все виды архитектурных стилей |
Элементы управления производственным процессом описаны следующим образом:
Запассивированность (закрытая)
Цель запассивированности закрыть пору phosphating мембраны и улучшить коррозионную устойчивость phosphating мембраны, особенно общих прилипания и коррозионной устойчивости фильма краски. В настоящее время вообще принимает обработку хромия и без хромия в 2 путях, но некоторое с алкалическим типом неорганической запассивированностью (больше всего содержать фосфат, карбонат, нитрит, фосфат, etc.), которое строго повреждает покрывая прилипание и коррозионную устойчивость в течение длительного времени.
Стирка воды
Вода для того чтобы помыть цель извлечь поверхность из предыдущей жидкости слота канала из остаточной жидкости, качество воды может сразу повлиять на качество phosphating workpiece и стабильность ванны. Вода в ванне - ванна обычно контролирует следующее:
(1) количество шуги слишком не высоко. Высокое содержание может появиться на поверхность workpiece.
(2) жидкостная поверхность должна быть свободна плавая примесей. Моя метод обычно помыт с водой переполнения для обеспечения никакого масла или других примесей на жидкостной поверхности.
(3) ПЭ-АШ ринва должен быть близко к нейтрали. ПЭ-АШ слишком высок или слишком низок для того чтобы причинить прорезанный танк, который влияет на стабильность последующей жидкости паза.
Технология производственной линии алюминиевого порошка профиля вертикального распыляя
Развитие и обзор вертикальный распылять порошка
Процесс поверхностного покрытия покрытия порошка вид сухого типа, очень точных частиц пигмента через электростатическое после обработки, покрытие сформирован на покрытии на продукте, после лечить печь леча форму слой твердого покрытия.
Должный для того чтобы напудрить распылять:
1) поверхность красива, прочный, анти--царапины, вторжение анти--химиката, анти--ультрафиолетов луч.
2) охрана окружающей среды, отсутствие разрядки отхода;
3) идеальный охват края;
4) цвет равномерен и цвет широк;
5) толщина легко проконтролирована и поэтому широко использована.
Напудрите покрытие и покрытие начало положительный или отрицательный. Начальное применение брызг пламени, которые приложены к поверхности металла порошка полиэтилена, начало покрытия порошка. Оно не будет до 1950s что покрытие порошка и покрывая процесс были начаты в будущем. Покрытие порошка в началах Китая поздно, ввело фабрику huayi Цзянсу changzhou алюминиевую в 1989 оборудование порошка nordson Соединенных Штатов распыляя, покрытие алюминиевой пыли Китая первое, но как экономическая реформа и отверстие вверх, технология покрытия порошка получила быстрое развитие в нашей стране. В первые дни, было всеми горизонтальными прямыми, но с развитием экономической науки и технологии, первая вертикальная распыляя производственная линия была введена в Италии и Японии и начала широко быть использованным. Вертикальная производственная линия покрытия порошка была начата для освоенного изделия, pretreatment слегка ударять, суша к единообразию покрытий порошка, так же, как влияние лечить все достигает международного предварительного уровня, должного к вертикальной линии для того чтобы покрыть зону области небольшой, меньше деятельности от члена, единообразия порошка, леча влияние достигаемости слоя идеальное.
![]()
![]()
Свяжитесь мы в любое время

